液壓卡盤精度提升到0.01mm的秘訣
1、當拆換上爪時,務必清除基爪的齒形一部分及T型螺帽的緊密連接一部分,否責將造成精度里的禁止。
2、按照產品工件外觀設計及鉆削需求來設置汽壓工作壓力,假如管形的部件被髙壓夾持導致變型。
3、夾持斜坡或光潔度的鐵品產品工件時,應用的獨特爪必須要有齒線之夾持面,工作中物不會飄散。
4、夾持軸力產品工件物時,軸力凈重所產生的向心力作用于單一爪上,在加工時須要使用低轉速進行。
5、不能采用與基爪排齒不符合以上爪,齒合度不夠,將影響夾持力與精度,情況嚴重使基爪毀壞。
6、工作開始前,應用低轉速比做一下一次,查驗上爪與工作物部位是不是和數控刀片,數控刀片座造成干預。
7、假如夾持長度工作中物時,應用車床刀架或跟刀架支撐點另一端。
8、長期窩工設備時,夾頭頂不能夾持工作中物。
9、當操作失誤或設備故障所導致數控刀片或刀具座碰撞筒夾,馬上關機查驗上爪、基爪、T型螺帽、聯接螺絲及夾持精度等有沒有問題。
10、獨特相對高度上爪應用之汽壓工作壓力必須比標準上爪低。
工作中物務必夾持于過程的圓心位子,或者在中心點之內這種精度最好是及穩定性能夠達到,盡可能避免用行程安排的盡端來夾持產品工件。
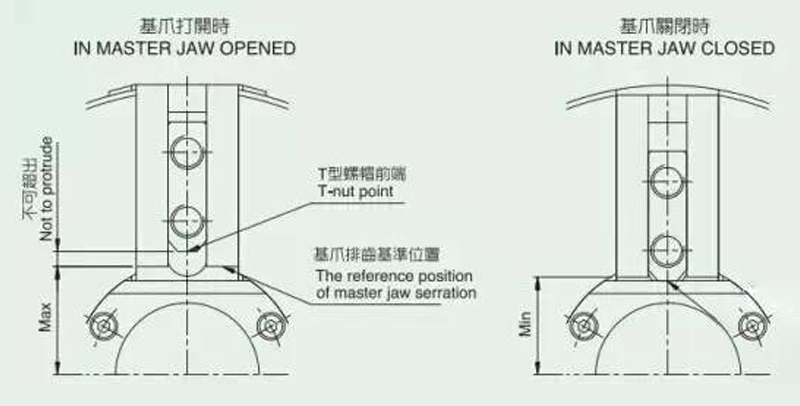
設置爪夾位置時應該注意T型螺帽,正確用法T型螺帽不能突顯基爪。(右恰當)
T型螺帽突顯基爪,不正確用法將造成基爪或T型螺帽的破壞及精度里的禁止。(左有誤)

假如上爪卡緊的螺絲,將它鎖入T型螺帽里的螺紋深度較淺時,將會導致T型螺帽出現損壞。相反,螺絲突顯T型螺帽底端,則即便螺絲早已緊閉也不能將上爪徹底。固定不動,因而,上爪卡緊螺絲的總長需在間距T型螺帽底端內0-1mm長。
盡量應用附設之T型螺帽及固定不動螺絲(在難以避免的前提下,應用附設之外的螺帽及螺絲,必須要在12.9之內(M22之上10.9),高支撐力螺絲而且需注意長短夠不夠)。
當T型螺帽被放開時,不可以運行主軸軸承轉動,不然上爪及T型螺帽會飄散,造成風險。

上爪是經過T型螺帽及聯接螺絲安裝在基爪上并可以從基爪排齒調節上爪部位。
若是在安裝好爪時,基爪坐落于開始,T型螺帽于防塵蓋之間的距離低于基爪行程,那樣T型塊可能碰撞防塵蓋,造成防塵蓋毀壞。

假如T型螺帽超過基爪排齒標準部位,T型螺帽可能撞擊到防塵蓋,造成防塵蓋毀壞。